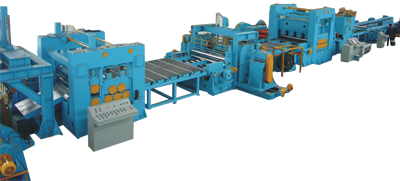
NC Besleyici Özellikleri ve Çalışması Prosedürleri
Üçü bir arada makine NC Servo Besleyici
Bu makine özellikleri:
1. Bir makinede üç makineyi besleyen toplama rafı, tesviye, daha az yer kaplar.
2. optoelektronik, hidrolik, pnömatik bir, yüksek bir otomasyon derecesi ayarlayın.
3. raflar arabalarla donatılmıştır, yükleme güvenli ve uygundur.
Üçü Bir Arada Makine NC Servo Besleyici Çalışma Prosedürleri
Yükleniyor
1) Tüm devrelerin, yağ devresinin ve gaz devresinin bağlı olduğundan ve sorun olmadığından emin olun. Gücü açın ve çalışma modunu manuel moda getirin.
2) Minimum rafı almak için "Geri Çek" düğmesine basın.
3) Basınç kolunun hava basınç anahtarını açın ve ok, basınç kolunun serbest bırakıldığı noktada "A" konumuna getirin.
4) Arabayı sonuna kadar döndürmek için "El Arabası Geri" düğmesine basın.
5) Ruloları arabaya dikey olarak yerleştirin, ardından bobinin merkezini rafın merkezi ile örtüştürmek için "Araba Asansörü" veya "Arabayı Düşürme" düğmesine basın.
6) Bobinin merkezini ayarladıktan sonra, rafın bobin iç halkasından geçmesini ve malzemenin merkez hattının mümkün olduğunca düzlemin merkez çizgisiyle çakışmasını sağlamak için "Arabayı İleri" düğmesine basın.
7) Bu sırada, besleyicinin bobinin iç halkasını sıkmasını sağlamak için "raf uzantısı" düğmesine basın.
8) Basınç kolunun okunu "B" ye, böylece basınç kolunun basınç tekerleğinin bobinin dış halkasına doğru bastırmasını sağlayın.
9) Sorun olmadığını teyit ettikten sonra, troleybüs sonuna kadar çekilecek ve yükleme tamamlanacaktır.
Besleme
1) Besleme cihazının gaz kontrol valfini açın, besleme cihazının destek malzemesini kaldırmasına izin verin ve ardından basınç silindirini kaldırmak için basınç cihazının gaz kontrol vanasını açın.
2) Silindirin içinde ve dışında rahatlayın.
3) Rulonun bir ucunu çekin ve düzleştiricinin üst ve alt silindirleri arasına yerleştirin.
4) Çalışma modu anahtarını manuel modda elektrik kontrol kutusuna yerleştirin.
5) Malzeme tamamen düzleştiriciden dışarı çıkana kadar "İleri Seviye Tesviye" düğmesini hareket ettirin.
6) Durdurma çarkını her iki tarafa göre ayarlayın ve kilitleyin. Besleme tamamlandı.
Not: Yukarıdaki işlem manuel modda yapılmalıdır. Otomatik modda kullanılan yukarıdaki düğmeler geçersizdir.
ayarlama
1) Düzeltme etkisini ayarlarken, hata ayıklama için düzeltilmesi gereken yaklaşık 1,5 metre uzunluğunda bir malzeme kullanılması tavsiye edilir.
2) Düzeltme etkisi, düzeltme makinesinin önemli göstergelerinden biridir. Düzeltme makinesi, makinenin tasarım fikrini yüksek verimlilik ve düşük emek yoğunluğu ile yansıtmak için düzeltme ve ayarlama işlemini basitleştirdi.
3) Tesviye silindirini ayarlarken, sol ve sağ ayar el çarklarının senkronize olarak ayarlanması gerektiğine dikkat edilmelidir ve aşağıda gösterildiği gibi ölçeğe göre ayarlanabilmektedir:
4) İşlenecek malzeme gereksinimlere göre düzeltildikten sonra otomatik üretim için bobine gönderilebilir.
Besleme
Tuning test durumu
1) Düzeltme makinesini veya malzeme rafını başlatın ve malzemeyi yavaşça boşaltın.
2) Tesviye çarkını yukarı veya tesviye çarkı indirme düğmesine getirin, üst ve alt tekerlekler arasındaki boşluğu ayarlayın ve son olarak manuel ayarı kullanın.
3) Baskı yayının rolü üst silindire basınç uygulamaktır, böylece üst silindir malzemeyi baskılayabilir ve malzeme dışarı gönderilebilir, böylece basınç, malzemenin kaymaması prensibine dayanmalıdır. Malzeme kalınlığı daha büyük basınç olduğunda.
4) Besleme uzunluğunu ayarladıktan sonra, fiili duruma bakın ve besleme hızını buna göre ayarlayın. İlgili ayar yöntemi daha sonra ayrıntılı olarak açıklanacaktır.
5) Beslemenin ilgili parametreleri ayarlandıktan sonra, sayının nedeni nedeniyle, gerçek besleme uzunluğu ayarlanan değer ile aynı değildir. Bu nedenle, manuel modda, besleme testine basın, basın, kontur, damgalama ve beslemeyi ayarlayın. Gerçek uzunluk.
6) Kalıptaki kılavuz pimin ucu, kılavuz pimi deliğine girdiğinde, malzeme gevşeyene ve vida somunu kilitlenene kadar gevşek desteğin yatağına değene kadar vidayı gevşetmek için ayarlanabilir. Hava-serbest bırakan besleyici kullanılır, ayarlanmalıdır. Rahat açı, yani yaklaşık ± 15 ° altında ölü)
7) Besleme başlatma ayarı, presin döner kamı tarafından ayarlanır. Besleme başlatma sinyali olarak adlandırılan besleme, baskı krank milinin hangi açısında beslemeyi başlatmaktır. Makineyi tavsiye edilen besleme açısı 9 ila 3 (240 ° - 90 °) arasındadır.
8) Ayarlama tamamlandıktan sonra, ilk önce tek bir zımba test modu kullanılmalı ve ayarlandıktan sonra sürekli olarak üretilebilir.
 June 29, 2018Silikon çelik sac uzunlamasına kesim üretim hattı, haddelenmiş çelik sac ve diğer haddelenmiş malzemeleri belirli bir genişlik şeridine kesmek için özel bir ekipmantır. Bu işlem için uygundur ...view
June 29, 2018Silikon çelik sac uzunlamasına kesim üretim hattı, haddelenmiş çelik sac ve diğer haddelenmiş malzemeleri belirli bir genişlik şeridine kesmek için özel bir ekipmantır. Bu işlem için uygundur ...view- August 21, 2018Rishbin, sacların kesilmesi ve dilimlenmesinde yaygın olarak kullanılır. Elektrolitik plakalar bunlardan biridir. Elektrolitik plaka nedir? Birçok insan çok net değil. Tanınmış bir m olarak ...view
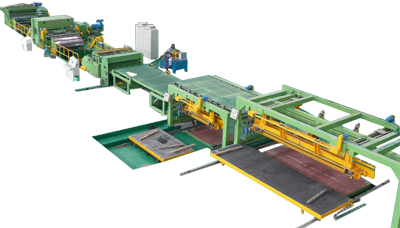
- May 14, 2018Metal şerit tesviye çapraz kesim çizgisi, haddelenmiş metal şeridi, gerekli uzunluğa göre çapraz kesmek ve düzleştirmek ve yığınlar halinde düzenli olarak yığmak için kullanılır. Birim gaz, hidr benimser ...view
- August 21, 2018Metal en erken yerli uzman üreticisi olarak (paslanmaz çelik, demir bobin, alüminyum bobin, vb) dilme makinesi, çapraz kesme makinesi, dilme makinesi ve diğer ekipman üretimi li ...view
- August 21, 2018Rishbin yaygın olarak soğuk haddelenmiş çelik levha ve sıcak haddelenmiş karbon çelik, silikon çelik, teneke, paslanmaz çelik ve çeşitli metal bobinlerin işlenmesi için uygulanabilir bir ...view
- June 28, 2018Metal dilme makinesinde kullanılan pnömatik parçalar ve bileşenler şunlardır: pnömatik silindir, hız ayar valfı, mekik valfi, basınç düşürme valfi, elektromanyetik valf, manuel valf, yağ ...view