Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
Hidrolik Çelik Şerit Uzunluk Makine Kesim Avantajları, Yapı ve Çalışma Prensibi
Kesişen makaslar, esas olarak
kesilmiş uzunluktaki çeliğin kesintisiz çizgisi üzerindeki arızalı parçaları kesmek, bölmek veya kesmek için kullanılan şerit üretim atölyesinde vazgeçilmez bir ekipmantır. İletim moduna göre, enine kesme makinesi, mekanik iletim moduna ve hidrolik iletim moduna ayrılmıştır. Son yıllarda hidrolik teknolojinin geliştirilmesi ile hidrolik transmisyon kesme makinesi yaygın olarak kullanılmaktadır. Hidrolik şerit çapraz kesme makinesi aşağıdaki avantajlara sahiptir:
1) yapı, basit, kompakt ve hafiftir.
2) kesme kuvveti tüm süreç boyunca değişmeden kalır ve kesme hareketi stabildir.
3) aşırı otomatik önlemek, güvenli ve güvenilir çalışabilir.
4) sürekli çalışmada, merkezi kontrol ve yönetim diğer ekipman ile gerçekleştirmek kolaydır ve kesme kuvveti ve pres kuvvet parametresi ayarı uygundur.
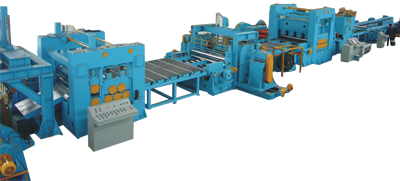
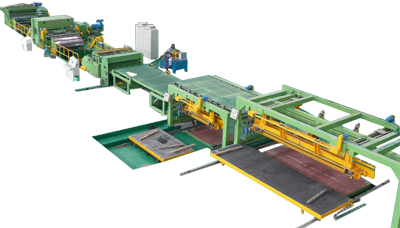
Uzunluk kesimi çelik kesimin yapısı ve çalışma prensibi
Eğimli bıçak enine kesme makinesi genellikle soğuk makas bandı çelik üretim hattında benimsenmiştir. Farklı kesme modlarına göre, üst ve alt kesme tiplerine ayrılabilir. Alt takım tutucu çerçeveye sabitlenmiştir ve alt bıçak yatay olarak düzenlenmiştir. Üst takım tutucu iki kesme yağı silindiriyle tahrik edilir ve kılavuz kaykayında çerçevenin her iki ucunda yukarı ve aşağı kayabilir. Kesme silindiri, kilitleme somunu ile, piston çubuğu ucunun dış dişi ve üst takım tutucusu ile kilitlenir. İki kesme silindirinin hareket sıfırı da kilit somunu ile ayarlanabilir. Üst bıçak belirli bir eğim Açısı ile düzenlenmiştir. Aynı zamanda, üst takım tutucusu her iki uçta da rafa sahiptir. Aynı zamanda, makine gövdesinin her iki ucuna da emniyet pimleri monte edilir ve hidrolik sistemin arızasından kaynaklanan kazaları önlemek için üst takım çerçevesinin her iki ucuna yerleştirilir, kesme silindiri kontrolünün bozulması veya üst aletin yanlışlıkla düşmesi ekipman bakımı sırasında çerçeve. Çerçevenin besleme ucu, şerit çelik kesilirken şeridi sıkıştırmak için kullanılan, yukarı ve aşağı doğru kayması için dört basınç plakası yağ silindiri tarafından tahrik edilen bir baskı plakası ile donatılmıştır. Çerçevenin besleme ucu ayrıca bir besleme plakası ile sağlanır.
Üst ve alt bıçaklar paralel değildir, alt bıçak yatay olarak düzenlenir ve üst bıçak alt bıçaka göre bir açıyla eğimlidir. Eğim açısı genellikle kesme şeridinin kalınlığına ve malzeme farklılığına göre 1 ~ 6 ° alır. İzin verilen maksimum eğim açısı, şerit çeliği ve bıçak arasındaki sürtünme koşulu ile sınırlandırılmıştır. Alfa> alfa max olduğunda, şerit bıçağın dışına kayar ve kesilmez. Bu nedenle, alfa Max'in izin verilen maksimum eğim açısı 12 ° 'den fazla değildir. Ayrıca, eğim açısının büyüklüğü kesme kalitesi üzerinde (özellikle kalın çelik plakalar için) bir etkiye sahiptir. Alfa çok küçük olduğunda, şeridin kesme bölümünde bir yırtılma olayı olacaktır. Şekil 2'den görülebileceği gibi, şerit çeliği kesimi sırasında, bıçak ile şerit çeliği arasındaki temas alanının uzunluğu, şerit çeliğin tüm genişliğinin genişliğine eşit değildir, ancak sadece bir eğik çizgi (BC) çizgisi ile aynıdır. Sabit kesme aşamasında, bu kontak uzunluğu (BC) bir sabittir, bıçak ve şerit çeliği arasındaki temas uzunluğu, bıçak sadece kesildiğinde sıfırdan BC'ye değişir. Kesimin sonunda, kontak uzunluğu BC'den azalır. sıfır. Bıçak ve şeridin temas uzunluğu şeridin genişliğinden daha az olduğu için, eğik kesim makinesinin kesme alanı küçüktür ve kesme kuvveti nispi paralel kesim ile azaltılır. Kesme kuvveti, bıçak eğiminin açısı ile ilgilidir.
Hidrolik kontrol sisteminde, enine kesme makinesinin şerit çeliğini keserken, dört basınç plakası silindirinin piston çubuğu, şerit levhasını şerit çelikten sıkmak üzere uzatmak için tercih edilir. Daha sonra iki kesme silindiri piston çubuğunu geriye doğru kontrol eder ve şönt valf ile üst alet çerçevesini yukarı doğru sürerler, böylece şerit çeliği düzgün bir şekilde kesme makinesinden geçebilir. Aynı zamanda, kesme yağı silindirinin çubuk boşluğunun ucundaki arkadaki yağ yolu üzerindeki denge valfı tarafından üretilen arka basınç, üst takım tutucunun, piston çubuğunun ve üst takımın ağırlığı olmadan düşmesini sağlar. Kesme yağı silindiri kesilmediğinde tutucu. Solenoid valfın yağ geri dönüş ucunda, kesme yağı silindirinin piston çubuğunun hareket hızı uzatılır ve gaz kelebeği valfinden geri çekilir. Taşma valfi, basınç silindirinin clueless ucundaki sıkıştırma kuvvetinin büyüklüğünü kontrol etmek için kullanılır ve basınç, basınç göstergesi ile gösterilebilir. Kesme işlemi sırasında aşırı yük veya başka bir arıza durumunda, ekipmanın ve denetleyicinin güvenliğini korumak için taşma vanasının boşaltılması yoluyla aşırı yük koruması gerçekleştirilebilir. Selenoid valfın girişinde, silindir silindirin sıkıştırma kuvveti, basınç valfinin azaltılmasıyla kontrol edilebilir.